



��������˿���и��������
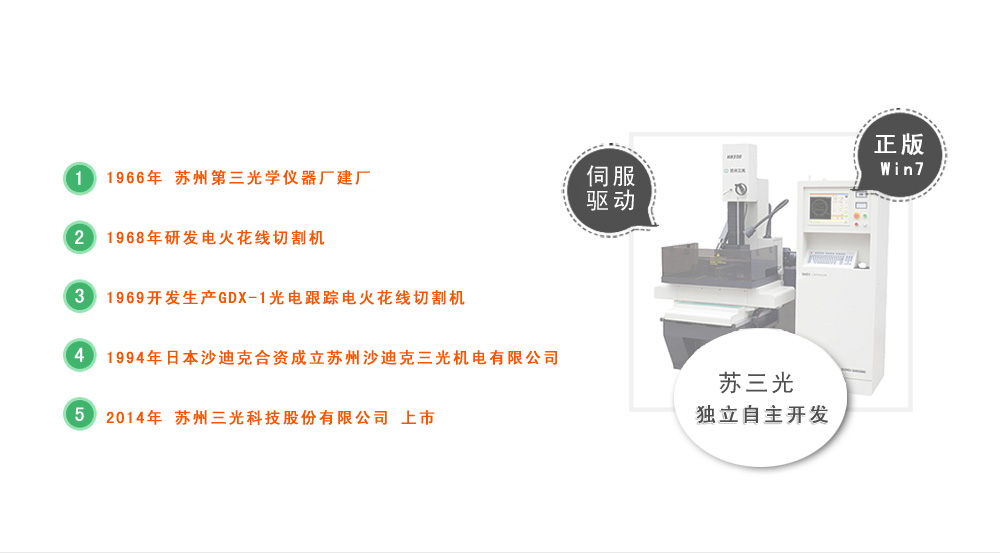
��������˿����1994�����ձ�ɳ�Ͽ˺���ʱ���������ձ�ɳ�Ͽ˼������ƵIJ�Ʒ�����е�����������������ձ�ɳ�Ͽ˼������ڲ���е�ṹ����Ҫ����������ɳ�Ͽ˻����ṹ����˾����ձ�ɳ�Ͽ˼���������2004��ǰ�Ļ�̨��������Ϊɳ�Ͽ���������˿���и����������ԭ�����ݵ�����ѧ������������1966�꣬1968�꿪ʼ�������и�������죬����˿���ڽ��磬Ʒ�ƽϸߵ����и��豸�����̡�2004����ɳ�Ͽ˷��룬������Ұ�ŵ缼����ȫӦ�����»��͡�����ԭ����˿������ȫת��Ӧ������������˿��������˿ƽ̨�Ͽ�������˿����Ӧ����˿���и�����ﵽ��������ˮƽ��

��������ļ���
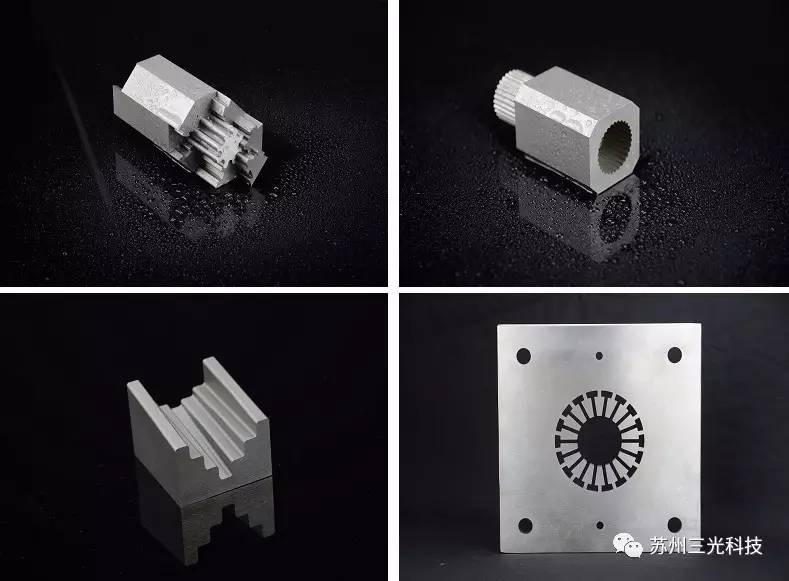
1�������Ƚ���ר��������ɫ�����Դ������ʵ�ֵ���ģ��ӹ�10��ƽ�����缫˿��ĵ���0.005mm�������ټӹ����ʹֲڶȵļӹ���
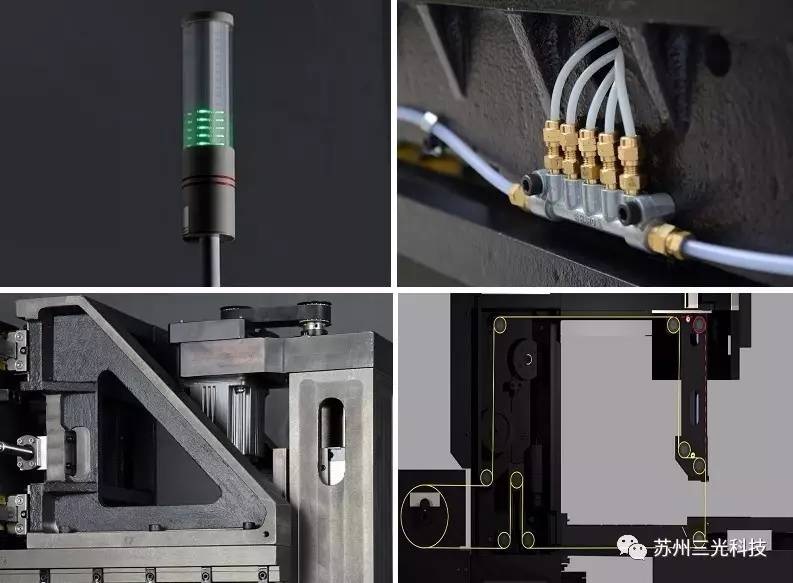
02����������˿�䱸AC�����ŷ��������������ʵ�ָ�Ϊ��Ч��λ���ٶȣ�������������˿����и��������ı��ϣ�
03��ͨ����Ƶ��ʵ�������������������˿��˿����ʹ����������������ʱ����������Ƶ�����������ڽ��Ͷ���и�ı���ֲڶȣ�
04��ȫ�¿����Ŀ���ϵͳ�������˶���и�����ѻ����ר�������������Դ���ȴ��������˼ӹ��ٶ��ֻ����������ı���ֲڶȣ�
05�����ƹ�PCB����ò��庸�����ӣ���ͨ����̬�����Ǽ���ģ������̬��⣬����40���϶Ȼ����г�ʱ������ϻ�����Ʒ�ʸ��ӿɿ���
06���ḻ�����ݽ����ӿڣ���ͨ��USB��LAN�����轻�����ݣ�Windows XP����ϵͳ���ȶ��ɿ�������ݣ�
07������������˿�µ�Դ����80%����ѱ���ֲڶ�Ra��1.0��m�����ض���HIC��Դ����������ʵ�ָߴ�200mm2/min�ļӹ�����������Ʒ���20%��
08����������˿��Ʒλ�������IJ���ȫ�����ڣ������ö���ר������ʹ�������ȼ���λ���ȸ��ߣ������Ը���������и�ľ��ȸ�ȷ��
09������ʽ��������������άʵ��������ƣ���������Ԫ��������ȷ���㹻�ĸ��ԡ�ѡ�ø�ǿ����֬ɰ������������Ƴɴ�������������
10������ר��˫���������������ʹ��˿�����ƶ������г���С������Ҳ��ͨ���ṩʵʱ�ĵ��ڣ��������ļӹ����Ⱥʹֲڶȣ�
11��ͨ���ձ�OKUMA���������żӹ���ȷ�������ؼ������ľ��ȡ����ڲ�������ɴ��ϵ��·ָ��Ľ�壬ʹ���������㹻�ĸ��Ժ�ǿ�ȣ�
12�����ý�������ϵͳ��ʵ���ݾಹ�����߾���ֱ�ߵ��졢����˿�ܴ������߶�λ���ȡ����������ڶ���ʹ�ú�Ҳ��ͨ�����ز�������ã�
13��˫��ˮ����ϵͳ��ϸ߾�����о�ͻ���ˮ������Һ��ʹ����Һʹ������������������������ͬʱ���������ȣ��и������õ��������ߣ�
14�����Ϳ���ת��ʽ��˿������ռӹ��е缫˿�����������ȱ�֤�˼ӹ������ֽ���˵�˿�촩˿���������⣬��ʹ�ȼӹ�Ҳ�����ж��
����������˿����֮·��
��һ����������˿������ΪHA400��2005�����������Ψһһ���������ŷ�����˿�����ص�ƽ̨ΪMS-DOSϵͳ����ʱ���ڻ�û���κ��ŷ����и�������Լ������ļ����������й��ŷ���֮·����ĵ����ΪSKD1��

�ڶ�������˿��2006�꣬��Ȼ������ԭ���ͣ��ڵ�ز������˸��ģ����ز���SKD2����䡣̨�幤�ػ�����̨�ȶ����ܽ�һ���������и��ٶ���ԭҵ��120mm/min������160mm/min����Դ����Ҳ������һ�����Σ�
����������˿��2007�걣����ԭ���ͣ��ڵ�ز������˸��ģ����ز���SKD3���䡣̨�幤�ػ�����̨�ȶ����ܽ�һ���������и��ٶ���ԭҵ��120mm/min������160mm/min����Դ����Ҳ������һ�����Σ�
���Ĵ�����˿��2008�꣬���ص�WINXPϵͳ������˿����һ̨���۸��˹��ݵĻ������ع�˾����ĵ�ز���ΪSKD3����䡣
������AB�е�Դ���ܣ�����������˿�ļ����Ľ���������˿���ﵽͬ������˿���и���ҵ�Ķ���ˮƽ���и��ٶȴﵽ���200mm/min����������AB�е�Դ���ܣ��ּӹ�����A�д�����ӹ������ӹ���B��С��Դ�ӹ������ȴﵽͬ����ʷ�ϸ�ˮƽ��Raֵ���Ǵﵽ����˿ˮƽ���ߴ�Ra1.0�ĸ߶ȣ����г��з����ͬһ�㣬ҲΪ�����������Ʒ�������˺������͡�

������������2015���Ƴ��г�����ԭ�е������������������������̨������ΪHAxxxU,��Update����������˿�����档����ԭ�л�����ۣ�����й����ר����������������˿����Ұ����Դ����������˿���и�ϵͳ������˿ϵͳ�߶��غϣ�ֱ�Ӽ�װ803��·�壬������˿���ã���һ�������ŷ���Դ��������и��ٶȴﵽ300mm/min�����ȴﵽRa0.6����ȫ�ﵽ����˿��ˮƽ��2015-2016�꣬��������N��Ʒ�Ƽ���Ӧ�ĶԱ��£��㶫�г��ڸ�Ʒ�ƴ�˾����ȫѡ�����������
���ڳ�ӯ���ܹ�˾��������������˿140��̨����Ҫ���ֻ��ξ��ࣻBYD2015�깲�����40��̨��ȫ���������ӹ���������ģ�ߣ�����С����ҵ�ϰ�����������Ʒ������˿�ﲻ��Ҫ����ٴ�ѡ����������˿��2016�꣬��������˿�ܳ������ﵽ600̨���ң��ﵽͬ����ʷ�¸ߡ�

��6����������˿��HB400���ͣ�������ʷ�Բ�Ʒ������Ƽ������з���HB400�ŷ�ϵͳ����˿���и����ϲ���Ӱ������ƽ�����iF��ƽ���

����ȫ����µ���һ�������ŷ�ϵͳ����˿���и��HB400��������һ�廯��ƣ�ȫ����������˿ �¹��ұ���JB/T11999.1-2014��
��ս����˿���ޣ��ɾ��۷����ܣ�
�� ��ѱ���ֲڶȵ���Ra0.6��m
�� ���Ч��ͻ��300mm²/min
�� ����������Դ����
����ȫ�ŷ���Ŀǰ��ҵ���и��̨����û��һ������������ȫ�ŷ����ء�
�������Ʒ���
Ŀǰ��
HA320 320*250
HA400 400*320
HA500 500*400
HA630 630*500
HA800 800*630
HA1000 1000*800
HA1200 1200*1000
HA1600 1600*1200
���ϵ��Ĵ���Ʒ�Ѿ�ͣ����
�������Ʒ��ȫϵͳ�����棬��Ʒ��ԭ�еļ������������������������ȣ�Ч�ʣ��߽�Ƚ�һ���������г̹���ԭ�л���һ����б����������6�ȡ����ӵ�12�ȡ�������Ra1.0������Ra0.6��HA400Uǰ˿�˵���Ϊ����Ʒ�ƣ��ձ������ŷ������HA500U���棬ȫ���õ¹�������Ʒ��˿�˵��죻�����ȶ����־��ȣ�
��6����Ʒ��HB400��Ŀǰֻ��Щһ���ͺţ�
��Ʒ��ɫ���������ӣ���ȫȫ�ŷ���������������˿б��ͷ��ƣ�WIN7ƽ̨һ�����ƣ���HSQ2ϵͳ����ȫ�ﵽ����˿ˮƽ��2017��8�·ݻ��Ƴ�HB600���ͣ�Ŀǰֻ�д˹��
��HB400�豸����
��������
����̨�г� 400mm*300mm
�缫˿ֱ�� ∅0.1-0.25mm
��˿�ٶ� 1.18-11.8m/s
�������� ����2000�K/�2200�K
�������γߴ� ��1560mm*��1650mm*��2050mm
����
������ 300mm
����и��� 20º/mm
����ߴ� 592mm*420mm*��300mm
������� 500�K
����Һ��
���˾��� 0.01mm
���� 130L
�ӹ���ʽ ���ع���ϵͳ
�����Դ
����и��ٶ� ��300�L²/�T
��ѱ���ֲڶ� Ra��0.6��m
������ 12A
����ϵͳ
Ӳ������ ��ҵ���Ƽ������Һ����ɫ��ʾ�������ڽ����ŷ�ϵͳ�����ڱ�Ƶ����
ͨѶ�ӿ� ����USB��RJ45�ӿڣ�ͨ��LAN��U�����ⲿ��������
�������� ���ʱ�ISO������г������
�������� �������������������ʵ���ݾಹ��
�������� ���Ļ�Ӣ��
�ֶ����� ����
�ѺϽ�ӹ� ����
Z��綯���� ����
���ӹ���Դ ѡ��
������Դ
��Դ 3-380V��10% 50��1HZ
�����¶� 10-35��
������ 1.2KVA
�������ӣ���������˿��HB400����˿����������˿��LA500A����˿







�������������Ƕ��٣����ǻ�Ϊ�����ʹ

ϸ����ĥ���������£��ͻ���������������ı�Դ��

רҵ����ѡ��������õ����ɣ�������������ÿһ����




