



1.加工变形的原因
材料本身会有应力,电火花线切割加工打破了材料原有应力的平衡状态,通过变形来恢复平衡。因为材料的应力是不一样的,所以电火花线切割加工后材料的变形也会有大有小。这如同一根竹片中间劈开,两半都弯,大半弯得少,小半弯得多。在电火花线切割加工中,材料难免会有变形,如果变形非常小,在加工要求的精度范围以内,这种变形几乎可以忽略不计,但如果变形超出了加工精度要求,会使尺寸出现明显偏差,影响工件的加工形状。
电火花线切割加工的变形大小与工件的结构有关系。窄长形状的凹模、凸模易产生变形,其变形的大小与形状复杂程度、长宽比等有关系;壁厚较薄的工件容易产生变形。
造成变形的原因是多方面的,譬如,材料问题、热处理问题、结构设计问题、工艺安排问题及线切割时工件的装夹和切割路径选择问题等等。这些多方面的原因将导致材料内部应力作用发生变形。电火花线切割加工因应力作用对工件形状的影响如下表1所示。

2.加工变形的预防措施
可以采取一定的措施对电火花线切割加工的变形予以控制,防止变形现象的发生。
(1)安排合理的加工工艺
钢材料工件的加工路线一般是:下料→锻造→退火→机械粗加工→淬火与回火→磨加工→电火花线切割加工→钳工修整。因为应力是材料内固有的,随强度和硬度的提高而加大。所以材料在淬火工艺环节,内部残余应力会显著地增加,材料会发生较大变形,并达到应力平衡状态。因为淬火前对加工部位进行了机械切削加工,大量的加工余量和废料在淬火前就去掉了,淬火后电火花线切割加工去除的是达成应力平衡一小部分材料。这样因电火花线切割加工造成的变形就会很小。另外要改进热处理工艺,主要是改进回火工艺以降低工件内应力。
(2)切割前的粗加工或应力释放切割
上面提到了通过在淬火前要对材料进行机械粗加工,在电火花线切割加工中因为切割余量小而变形较小。如果在淬火前没有进行机械粗加工,需要在一块淬硬的材料上进行大面积切割,会使材料内部残余应力的相对平衡状态受到破坏,材料会产生很大的变形。我们可以先消除材料的大部分应力,办法是进行粗加工(粗加工),把大部分的余量先去掉,或者是进行释放应力的路径切割。对于大件凹模的电火花线切割加工,可以做两次主切,先将主切的偏移量加大单边0.1—0.2㎜进行第一次主切,让其应力释放,再用标准偏移量进行第二次主切。
如图1所示,拿到一个形状已很接近最终工件,已不具有很大变形能力的新的毛坏,如果再附以高低温的时效处理,材料变形就可算是彻底解决了。

图1 进行粗加工减少变形
如图2所示,对于长的狭窄外形,先在此型孔内部进行释放应力的路径切割,再加工型孔外形。
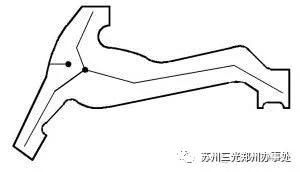
图2 释放应力切割
(3)加工穿丝孔
切割凸模时,如果不加工穿丝孔,直接从材料外切入,如图3(a),因材料应力不平衡产生变形,会产生张口变形或闭口变形。可在材料上加工穿丝孔,进行封闭的轮廓加工,如图3(b)可明显减少电火花线切割加工带来的变形。
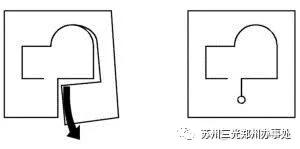
(a)变形较大 (b)变形较小
除此以外还有很多的防止材料变形的方法,我们在线切割加工的过程中,明白材料变形的原因及过程,在变形之前进行预处理,就能够大大减少可能因为材料变形引起的尺寸误差,提高产品的成品率。
为了机床能发挥最大效用,为您创造更大价值,请像对待朋友伙伴一样对待它,如需帮助或协助,请与我们联系。







不论您的需求是多少,我们会为快速送达!

细心琢磨,耐心做事,客户满意是我们生存的本源!

专业是您选择我们最好的理由,我们用心做好每一步!




