



线切割快走丝和中走丝、慢走丝有什么区别?
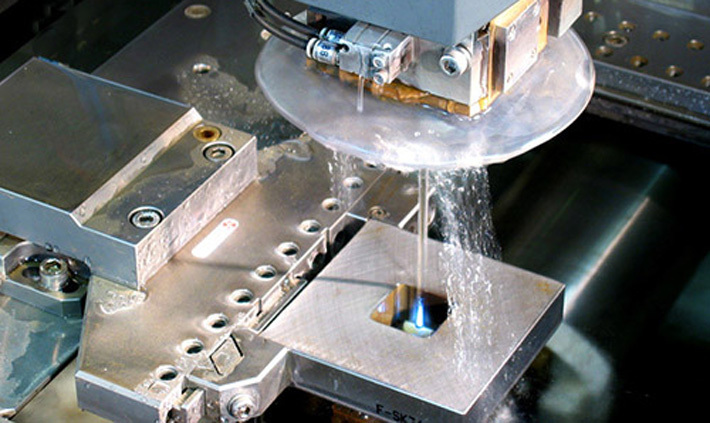
快走丝、中走丝、慢走丝都指的是――电火花线切割机床,通过金属丝线产生电火花为蚀除金属工件,从而达到需要切割出来的形状。因其丝线半径小,故而很多CNC清角达不到的地方,都需要线切割来完成,其英文全称就是Wire-cut Electrical Discharge Machining,英文简称就是WEDM,相信很多方都在图档上看到过写着这个东西,就是指线割了。
然而,线切割,又跟据精度,光洁度,加工要求来分为,快走丝,中走丝,慢走丝线切割,上面说到了相同点,下面主要讲讲他们的区别。
第一,走丝速度。
所谓的快,中,慢走丝,可以从字面来理解,就是按走丝速度来命名的,所以,快走丝,运丝(也就是走丝)速度非常快,中走丝是可以变速的,一次切割时一般用快速,修刀时就用慢速了,慢走丝只有一个速度,走丝很慢。此其一区别,也是其命名的来由。
第二,切割精度
快走丝,因其结构简单,电机,丝杆精度都相对差很多,所以精度都是在2丝以上。满足中、低档模具加工和其他复杂零件制造的要求,在中低档市场中占有相当的分量。在一些零件加工中应用相当广泛。
中走丝,相对快走丝来说,结构复杂了很多。丝杆精度等级提高,导轨等精度等级提高了很多,再加上一些大品牌,直接上了伺服驱动,用上了慢走丝的电源(比如苏三光 HB400中走丝),其精度远远就高于快走丝。与快丝最大的区别还在于,其是多次切割,能过改变电源放电脉宽,多次切割,可以达到很高的光洁度。其单次切割的加工速度也比快走丝快很多,但机台价格相对快走丝来说就贵很多。其应用领域就比较广泛了,五金,塑胶模具等很多慢走丝的话都可以做了。

慢走丝。精度一般都是在0.005MM以内,所以是高端模具必不可以的机台。连续端子模具,精密塑胶模具,高精密齿轮等,都只有慢走丝加工才能达到要求。进口机价格就更贵了,百万上下。
第三,光洁度来说。
快走丝,没有什么光洁度,都是一刀过,形状出来,没有什么要求。
中走丝,一般精度都要控制在0.01MM左右,可以多次切割,光洁度一般都会在Ra1.2左右,苏三光中走丝都可以达到Ra0.6的光洁度,可以代替一部分慢走丝了。

慢走丝,一般国产机光洁度也就是在Ra0.4左右,进口机的话可以达到更好。Ra0.1左右。
第四,丝线来说。
快走丝,中走丝,都是用的钼丝多次来回运转,慢走丝全都是铜丝,一次过,过了就不能用了。所以综合成本来说,慢走丝的加工成本也要贵很多。







不论您的需求是多少,我们会为快速送达!

细心琢磨,耐心做事,客户满意是我们生存的本源!

专业是您选择我们最好的理由,我们用心做好每一步!




