



��������Ƽ��ɷ�����˾רע����˿���и����˿������˿���ŵ�ӹ�������ŵ���ȵ�ӹ���ҵ�豸���з������죬����������ձ�ɳ�Ͽˣ�Sodick��������������ʮ�꾭����ۣ���ͳ��й����и�����������˿���и����
��������˿����ʮ������з���ʷ��ƾ��ḻ�����쾭�齫����˿������������˿���и��У�ʹ����������˿���ܴﵽǰ��δ�еĸ߶ȣ�
ҵ�� �Ƽһԡ��绰13925740173����13925740173����Ѷ2480788770����ӭ��ȡ���ӵ����ϼ��Լӹ������ǻᾡ���ܰ���´��Ҫ��
01�������Ƚ���ר��������ɫ�����Դ������ʵ�ֵ���ģ��ӹ�10��ƽ�����缫˿��ĵ���0.005mm�������ټӹ����ʹֲڶȵļӹ���
02����������˿�䱸AC�����ŷ��������������ʵ�ָ�Ϊ��Ч��λ���ٶȣ�������������˿����и��������ı��ϣ�
03��ͨ����Ƶ��ʵ�������������������˿��˿����ʹ����������������ʱ����������Ƶ�����������ڽ��Ͷ���и�ı���ֲڶȣ�
04��ȫ�¿����Ŀ���ϵͳ�������˶���и�����ѻ����ר�������������Դ���ȴ��������˼ӹ��ٶ��ֻ����������ı���ֲڶȣ�
05�����ƹ�PCB����ò��庸�����ӣ���ͨ����̬�����Ǽ���ģ������̬��⣬����40���϶Ȼ����г�ʱ������ϻ�����Ʒ�ʸ��ӿɿ���

06���ḻ�����ݽ����ӿڣ���ͨ��USB��LAN�����轻�����ݣ�Windows XP����ϵͳ���ȶ��ɿ�������ݣ�
07���µ�Դ����80%����ѱ���ֲڶ�Ra��1.0��m�����ض���HIC��Դ����������ʵ�ָߴ�200mm2/min�ļӹ�����������Ʒ���20%��
08����������˿��Ʒλ�������IJ���ȫ�����ڣ������ö���ר������ʹ�������ȼ���λ���ȸ��ߣ������Ը���������и�ľ��ȸ�ȷ��
09������ʽ��������������άʵ��������ƣ���������Ԫ��������ȷ���㹻�ĸ��ԡ�ѡ�ø�ǿ����֬ɰ������������Ƴɴ�������������
10������ר��˫���������������ʹ��˿�����ƶ������г���С������Ҳ��ͨ���ṩʵʱ�ĵ��ڣ��������ļӹ����Ⱥʹֲڶȣ�
11��ͨ���ձ�OKUMA���������żӹ���ȷ�������ؼ������ľ��ȡ����ڲ�������ɴ��ϵ��·ָ��Ľ�壬ʹ���������㹻�ĸ��Ժ�ǿ�ȣ�
12�����ý�������ϵͳ��ʵ���ݾಹ�����߾���ֱ�ߵ��졢����˿�ܴ������߶�λ���ȡ����������ڶ���ʹ�ú�Ҳ��ͨ�����ز�������ã�
13��˫��ˮ����ϵͳ��ϸ߾�����о�ͻ���ˮ������Һ��ʹ����Һʹ������������������������ͬʱ���������ȣ��и������õ��������ߣ�
14�����Ϳ���ת��ʽ��˿������ռӹ��е缫˿�����������ȱ�֤�˼ӹ������ֽ���˵�˿�촩˿���������⣬��ʹ�ȼӹ�Ҳ�����ж��


��������˿HAϵ��ȫ��������Uϵ�У����豸�����ý��ڸ߾��ܵ��졢˿�ܣ�����AC���ŷ�ϵͳ������ˮ�õ���⣬���������ͻ����ӹ���ƣ����豸��ԭ��HAϵ�м����������з����Ƚ��������¼�����
��������Դ�ǽ�������������㡱����Ч�����ֶΡ���������Դ���ý������壬ƽ����ѹΪ�㣬ʹ�ڹ���Һ�е�OH-���ӵ缫˿�빤��֮�䴦����״̬���������͵缫˿����ֹ�������ϣ������ѺϽ����������Ʊ������������������ӹ�װ�ã������������Ͻ�ӹ��ٶȣ�ͬʱ�������������ġ�
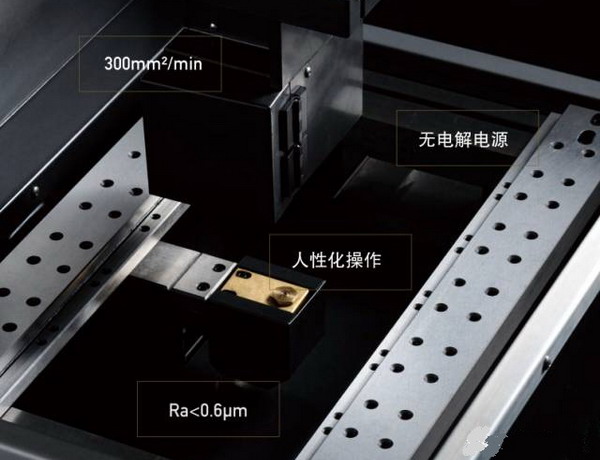
����ѹ����Ƚ�������˿��Դ��������Ч������������˿�ϣ�ʹ�ñ��湤�յ���ͻ�ơ�����˴�Ӧ�õ�����������������ǿ���ļ�����Ծ��Ӧ�ý�������˿�ĸ�Ч��Դ��ʹ�õ�һ�μӹ�Ч�ʴﵽ300mm²/min��
���ض�����Դ����������ʵ�ָߴ�300mm²/min���ȶ��ӹ����Ż��˵�һ�Ρ��ڶ��Ρ������������ڶ̵�ʱ���ڣ����ɴﵽRa1.4��m��Ra1.0��m��Ra0.6��m�ı���ֲڶȡ�
�Ƚ����ص�ר��������ɫ�����Դ������ʵ�ֵ���ģ��ӹ�10��ƽ�����缫˿��ĵ���0.005mm�������ټӹ����ʹֲڶ��Լ���Ч���ܡ�
��������Ƽ��ɷ�����˾�ɹ���½�������塱�г�����Ϊ��ӹ���ҵ���е�һ�ɣ�����
��Ʊ���ƣ�����Ƽ�����Ʊ���룺430414

ʲ�����IJ�Ʒ����ӭ���г���������������˿һ���ԡ����������ߡ������ȶ�����Ч���ųƣ�Ϊ�������ӹ���ҵ����ȷ��չ���������й���ӹ��豸�ļ������ܣ�Ŀǰ��������˿���������ݱ�Ľ��ж���²�Ʒ���з����ơ�
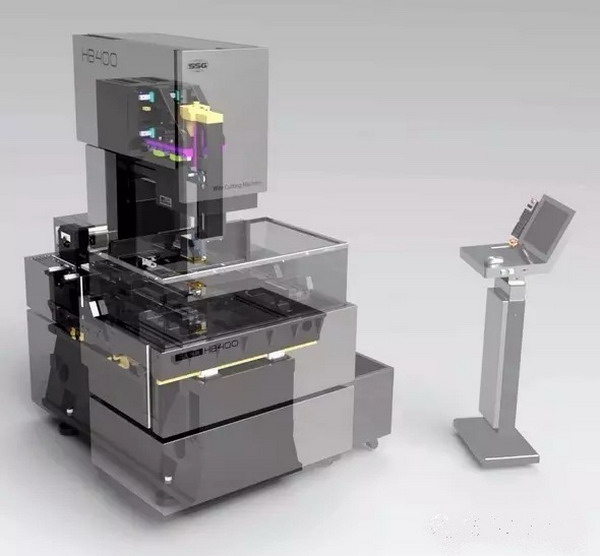
��������˿�»���HBϵ���ѽ�������װ��Σ�����һ��ȫ����Ƶ�����˿���������������������ԭ�еĸ߾��ȣ��߿ɿ��ԣ��������������������������������ԣ�������ƣ�������㷽�����˴����������һ��ʽȫ�¿���ϵͳ��ʹ���»��͵����ܸ���ͻ����Ϊ���»�����ʱ˳���Ի�����˾�����������ġ�Ʒ�ʡ����������졢�Ƶ�����ز�����ɵ�����С�飻
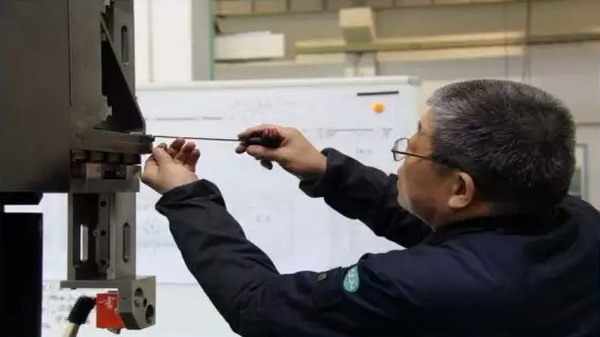
��������˿�»���HBϵ�е����˹�˾���ϼ�ʦ�ѽܴ��ӽ���װ�����ơ��ѽ������˾�����㼼ʦ���μӹ��������ʽ���Ŀ����һ̨���и�����ƣ���һ̨����˿�����Ƶ����ⷢչ�е��ش���Ŀ����ʮ������һֱ��װ��һ�ߴ��¼������ع������ں��ձ�ɳ�Ͽ˺����ڼ䣬���ĺܶ�����˿����װ�乤�պĽ��������ձ�ɳ�Ͽ˹���ʦ���ޡ��ѽܲ���װ�侭������ḻ�����ҹ�����ϸ����ÿ�����趼�Ƿ�����װ��֤��ȷ���������ڶ����ܿɿ���һ֧��������Ŷӵ���Ʒ��Ҫһ֧������������ȥʵ��������������������������������ƶ���Ĺ�ͬŬ���£�HB���Ͷ�����Ϊ������ڶ��ͺ�����һ�����������ǣ�Ϊ����ķ�չҫ����ԣ�
����ȫ����µ���һ�������ŷ�ϵͳ��������˿���и��HB400��������һ�廯��ƣ���С���ij�������ռ�ؿռ�����ʵ�����������ֵ��
��������˿��ս���ޣ��ɾ��۷����ܣ�ȫ����������˿ �¹��ұ���JB/T11999.1-2014��
��ѱ���ֲڶȵ���Ra0.6��m �����Ч��ͻ��300mm²/min������������Դ������
���¼ܹ������ύ���ŷ����������ڹ���˿�ܼ�ֱ�ߵ��죬����ǰ��δ�еľ��ȱ�֤��
�������֣�X����Y��������֣�UV�����ʽ�ṹ��֤�߾��ȡ�����������������ǿ����������ƴ���������
�������������͵�ˮ�ṹ������Һ������й������ʽ��ˮ�巽�㹤����װ����ʡ�ռ䣻
LED��������LED�����Ƽ�����״ָ̬ʾ�ƣ�ʱ�������豸���С�
������˿��ʽ�����㲻ͬ�ӹ����������ֱ�ü�Ϊ��
����������˿�ܼ��������ֳ��价���ɾ����ࡣ
�������ʣ�����̨λ������������ٿص���Ӧ�֡�

����Դ��������������Դ�����Ƶ�ⸯʴ�ķ�������ֹ�γ��������㡱����߱���������
���ύ���ŷ����ƣ�����|�����ŷ�ϵͳʹ�и��ٶȸ��졢���ȸ��ߡ�
���ܵ��˻�����ϵͳ������Windowsƽ̨���߷ֱ�����ʾ����ǿ��Ĺ��ղ����⣻�Դ����ͼ�Ρ��Զ����Ƽӹ����������CPU����ʵ�ּӹ��ͱ�̵�ͬʱ������ƽ�в���������趨�������ս��Ż����������ŵȳ������ܿ��ţ�������У,�ݾಹ������ʵʱ������������ϵͳ���ܿ����ڸ�����֮��Ѹ���л������⽫X��Y����н�����Ӧ��ͬ�ļӹ�״̬�����������߿������ƶ��ٶȣ��ӹ���Ϣ���ټ�¼���ӹ���أ�ȷ�����˼ӹ�ʱ�İ�ȫ���У�
����������Ǽ�⣬ȷ���㲿�����ȣ�����Ǽ�⣬��֤��̬���ȣ����ξ��ȼ�⣬ȷ�����ξ��ȣ���������Ǽ�⣬��֤��λ���ȣ�
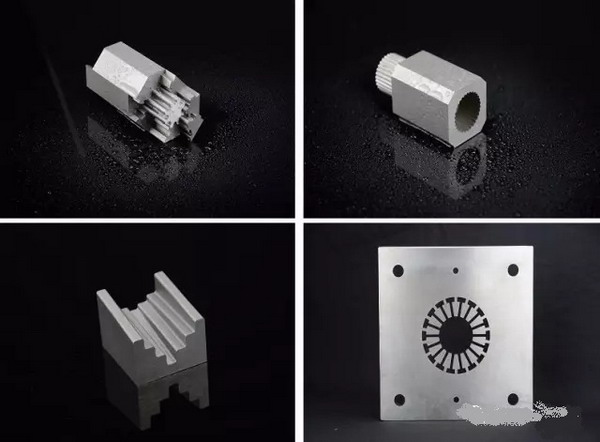
��ϼ��ӹ�
�������40mm����������SKD61������ֲڶ� Ra��0.6��m���и����4������ϼ�϶����5��m��
�ȼӹ�
�������60mm����������SKD11������ֲڶ� Ra��0.8��m���и����4�����ӹ�����6 º
���ģ��ӹ�
������ȡ�20mm����������Cr12������ֲڶ�Ra��0.6��m�����ྫ�ȣ�0.009mm��
��������˿����̨�г̣�400mm*300mm
��������˿�缫˿ֱ����∅0.1-0.25mm
��������˿��˿�ٶȣ�1.18-11.8m/s
��������˿��������������2000�K/ë��2200�K
��������˿�������γߴ磺��1560mm*��1650mm*��2050mm
��������˿����и��ȣ�300mm
��������˿����и��ȣ�20º/mm
��������˿����ߴ磺592mm*420mm*��300mm
��������˿���������500�K
��������˿���˾��ȣ�0.01mm��������130L
��������˿���˷�ʽ�����ع���ϵͳ
����и��ٶȣ���300�L²/�T����ѱ���ֲڶȣ�Ra��0.6��m����������12A��
Ӳ�����ã���ҵ���Ƽ������Һ����ɫ��ʾ��������|�����ŷ�ϵͳ�����ڱ�Ƶ����
ͨѶ�ӿڣ�����USB��RJ45�ӿڣ�ͨ��LAN��U�����ⲿ��������
�������룺���ʱ�ISO������г������
�����������������������������ʵ���ݾಹ��
�������ԣ����Ļ�Ӣ�����ֶ����ƣ����䣻�ѺϽ�ӹ������䣻Z��綯���������䣻���ӹ���Դ��ѡ�䣻
��Դ��3-380V��10% 50��1HZ�������¶ȣ�10-35�棻���Ĺ��ʣ�1.2KVA��

û�����룬��û��δ������������˿ʼ�������ڽ����տƼ�֮����ת���Ϊ����֮��ʵ��һ�δ��ƶ��й���ӹ���ҵ������Ʒ�ʵ�������
���δ����������˿�Խ��Դ�Ϊ��������֮�Ժ㣬���Ƽ����¸���ת��Ϊ��ҵ�������ǽ����Ͽ����¼��������Ƚ��IJ�Ʒ������ʵ�����롢��֤δ����







�������������Ƕ��٣����ǻ�Ϊ�����ʹ

ϸ����ĥ���������£��ͻ���������������ı�Դ��

רҵ����ѡ��������õ����ɣ�������������ÿһ����




