





|
|
1. 最大切割速度 ≥220mm2/min
2. 最佳表面粗糙度 Ra≤1.0μm
3. 加工精度 0.010 mm (对边尺寸 28mm八角)
4. 低损耗:每10万 mm2的钼丝损耗小于0.005mm;
5. 节能:超低电能损耗,高频电源比原产品最大节能80%;
6. 采用进口名牌高精度交流电机及伺服驱动,增加螺距补偿功能,大大提高定位精度;
7. 丝杠和电机采用直接连接的方式,彻底消除传统机床的齿轮间隙;
8. 变频器换向及新型双向专利张丝机构保证电极丝运行稳定,降低 粗糙度;
9. 配置了手控盒,方便操作。
三、 主要技术参数
|
|
单位 |
W400 |
|
|
工作台行程 |
mm |
400*320 |
|
|
最大切割厚度 |
mm |
250 |
|
|
最大切割斜度 |
±/o |
±6o/50 |
|
|
最大切割速度 |
mm2/min |
220 |
|
|
运丝速度 |
|
1-4档变频调速 |
|
|
最佳表面粗糙度 |
Ra≤um |
1.0(不使用导向器) |
|
|
加工精度 |
mm |
0.01 |
|
|
最大工件尺寸 |
mm |
800*600 |
|
|
最大工件重量 |
Kg |
320 |
|
|
工作液 |
采用水基工作液 |
||
|
工作液箱容量 |
|
75L |
|
|
机床外形尺寸 |
mm |
1600*1380*1980 |
|
|
机床重量 |
Kg |
2000/2300 |
|
|
控制机外形尺寸 |
mm |
620*600*1800 |
|
|
控制机重量 |
Kg |
200/230 |
|
四、 机械特点
4.1“C”型结构床身,具有足够的刚性和强度;
4.2 X、Y轴采用高精密直线导轨,定位精度及精度保持性高;
4.3 X、Y轴丝杠选用高精度双插管式带预紧力滚珠丝杠,保持高精度;
4.4 X、Y轴采用日本三菱交流伺服电机,丝杠与电机直联,减少传动误差,保证运行平稳性和多次切割加工精度控制;
4.5 X、Y轴采用日本三菱交流伺服系统,实现零点位置设定及螺距补偿功能;
4.6 运丝采用双向弹簧式张力机构,确保电极丝在运行时的稳定性
4.7 环保防护、防水走丝结构
4.8工作液系统多重过滤,有效提高工作液使用寿命,使用环保工作液,喷流均匀。
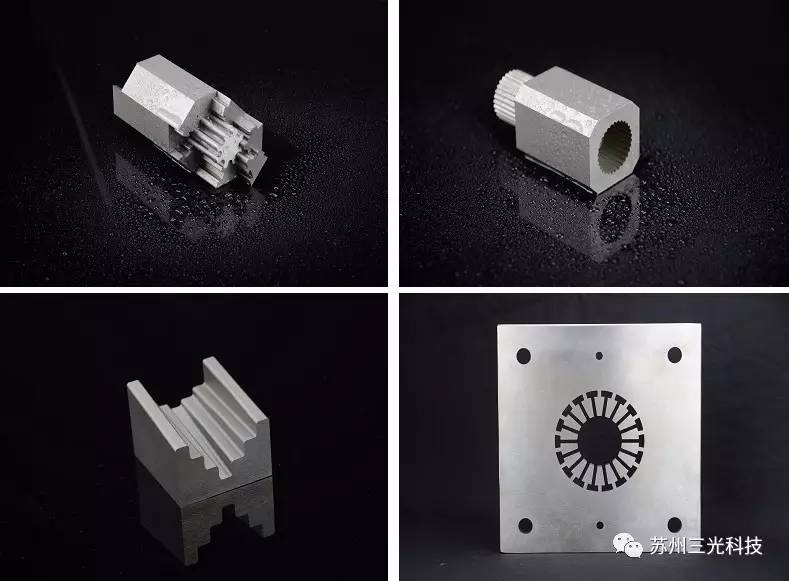
W400经济型伺服数控中走丝加工实例



不论您的需求是多少,我们会为快速送达!

细心琢磨,耐心做事,客户满意是我们生存的本源!

专业是您选择我们最好的理由,我们用心做好每一步!

